Product Center




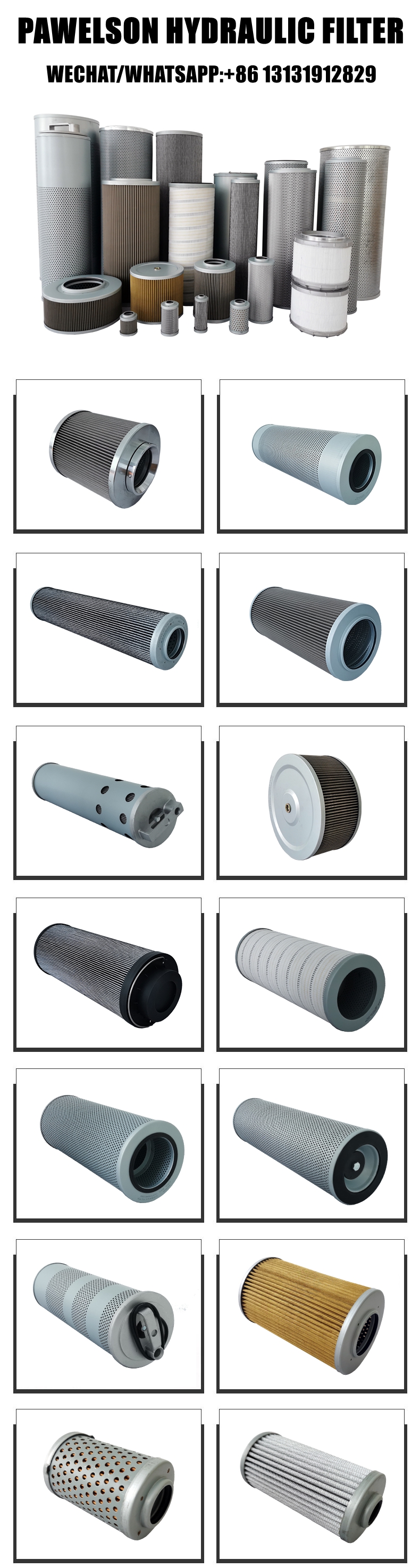
SY-2001A hydraulic oil filter fits YA00016054/4656608 HITACHI excavator manufacturer

(1) The filter material should have a certain mechanical strength to ensure that it will not be damaged by hydraulic pressure under a certain working pressure. (2) Under a certain working temperature, the performance should be stable; it should have sufficient durability. (3) Good anti-corrosion ability. (4) The structure is as simple as possible and the size is compact. (5) Easy to clean and maintain, easy to replace the filter element. (6) Low cost. The working principle of the hydraulic filter: as shown in Figure 1, the schematic diagram of the working principle of the filter. The hydraulic oil enters the pipeline from the left to the filter, flows from the outer filter element to the inner core, and then flows out from the outlet. When the pressure increases and reaches the opening pressure of the overflow valve, the oil passes through the overflow valve, to the inner core, and then flows out from the outlet. The outer filter element has a higher precision than the inner filter element, and the inner filter element belongs to coarse filtration. Hydraulic filter test method: The international standard ISO4572 has been widely adopted by countries all over the world to assess the “multiple pass method of the filtration performance of hydraulic filter elements”. The test content includes determining the filter element, the pressure difference characteristics of the plugging process for different sizes of filtration ratios (β values), and Staining capacity. The multiple-pass method simulates the actual working conditions of the filter in the hydraulic system. Pollutants continue to invade the system oil and are continuously filtered out by the filter, while the unfiltered particles return to the tank and pass the filter again. Device. In order to meet the needs of high-precision filter performance evaluation, as well as due to the changes in test dust and the adoption of new calibration methods for automatic particle counters, ISO4572 has been modified and improved in recent years. After the modification, the new standard number has been passed through the test method several times. ISO16889.
| QS NO. | SY-2001A |
| CROSS REFERENCE | YA00016054/4656608 |
| ENGINE | ZX200-5G ZX210-5G |
| LARGEST OD | 150(MM) |
| INTRNAL DIAMETER | 98(MM) |
| OVERALL HEIGHT | 464/433(MM) |





Related PRODUCTS
-

SY-2764 MST backhoe loader hydraulic oil filter...
-

SY-2012 hydraulic oil filter Element for CASE e...
-

SY-2681 LIEBHERR excavator hydraulic filter 110...
-

SY-2260 Doosan Excavator DH215-9 Hydraulic Pilo...
-

SY-2198 Hydraulic oil filter element for KUBOTA...
-

SY-2015 hydraulic oil filter for excavator COD ...